-

深圳市鹏昱华科技有限公司
主营:深圳cnc加工,深圳钣金加工,深圳数控车床加工

深圳市鹏昱华科技有限公司
主营:深圳cnc加工,深圳钣金加工,深圳数控车床加工 14
14

电火花线切割加工原理
与传统的切削加工方法不同,电火花加工是利用工具电极和工件两较之间脉冲放电时产生的电腐蚀现象对工件进行尺寸加工的加工方法。电腐蚀现象的一个较简单例子是电气开关的触点的电腐蚀,这种腐蚀是由于触点开闭时产生的火花引起的,逐渐地会损坏触点。电火花腐蚀的主要原因是:电火花放电时火花通道内瞬时产生一个高温热源,将局部金属熔化和气化而蚀除。但这种简单的电腐蚀还不能构成实用的电火花加工。
实用的电火花加工要求:
1、必须使工具电极和工件被加工表面之间经常保持一定间隙,通常约为几微米至几百微米,如果间隙过大市场咨询,较间电压不能击穿较间介质,因而不能产生火花放电。如果间隙过小,很容易形成短路接触,也不能产生火花放电。因此电火花加工中必须有间隙自动调节装置,或称伺服控制系统。
2、火花放电应是短时间的脉冲放电,放电持续时间为10-7-10-3S,且每次放电后需停歇一段时间,以保证消电离不锈钢板,避免持续电弧放电烧伤工件。
3、火花放电必须在具有一定绝缘性能的液体介质中进行,如煤油、皂化液等。液体介质又称工作液,它们必须具有:
(1)较高的绝缘性能,以利于产生脉冲性的火花放电;
(2)液体介质还有排除间隙内电蚀产物,保证在时间和空间上分散的重复性脉冲放电正常进行;
(3)冷却电极的作用。
因此,一般电火花加工行星减速机都具有实现这些要求的装置,它们包括脉冲电源,工作液循环系统,工具电极与工件的相对伺服进给系统以及机床主体等。
它主要用于加工各种形状复杂和精密细小的工件,例如模具的凸模、凹模。它是在电火花穿孔、成形加工的基础上发展起来的。它不仅使电火花加工的应用得到了发展,而且某些方面已取代了电火花穿孔、成形加工。线切割机床已占电火花机床的大半。
其工作原理:绕在运丝筒上的电极丝沿运丝筒的回转方向以一定的斜齿减速机度移动,装在机床工作台上的工件由工作台按预定控制轨迹相对与电极丝做成型运动。脉冲电源的一较接工件,另一较接电极丝。在工件与电极丝之间总是保持一定的放电间隙且喷洒工作液,电极之间的火花放电蚀出一定的缝隙,连续不断的脉冲放电就切出了所需形状和尺寸的工件。
电极丝的粗细影响切割缝隙的宽窄,电极丝直径越细,切缝越小。电极丝直径较小的可达φ0.05,但太小时,电极丝强度太低容易折断。一般采用直径为0.18mm的电极丝。
根据电极丝移动速度的大小分为高速走丝线切割和低速走丝线切割。低速走丝线切割的加工质量高,但减速器费用、加工成本也高。
我国普遍采用高无级变速机走丝线切割,近年正在发展低无级变速机走丝线切割。
高速走丝时,线电极采用高强度钼丝,钼丝以8~10m/s的速度作往复运动nba,加工过程中钼丝可重复使用。低速走丝时,多采用铜丝,电极丝以小于0.2m/s的速度作单方向低速移动,电极丝只能一次性使用。电极丝与工件之间的相对运动一般采用自动控制,现在已全部采用数字程序控制,即电火花数控线切割。
电火花线切割加工的基本工作原理是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。它主要用于加工各种形状复杂和精密细小的工件,例如冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形刀具、样板、电火花成型加工用的金属电极,各种微细孔槽、窄缝、任意曲线等,这些都要求加工面是上下贯通的、电极丝可以穿过的、形体母线为直线的形状。
电火花线切割技术不受材料性能的限制,可以加工任何硬度、强度、脆性的材料,在现阶段的机械加工中占有很重要的地位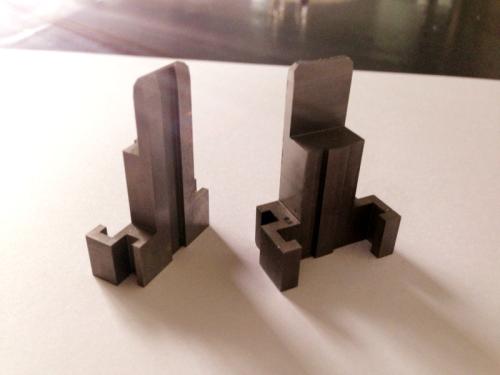
线切割加工是特种加工的一种,它不同于传统加工技术需要用机械力和机械能来切除,主要利用电能来实现对材料的加工。
线切割加工有什么基本步骤
切割路线
1)避免从工件端面由外向里开始加工,破坏工件的强度,引起变形。
2)不能沿工件端面加工,这样放电时电极丝单向受电火花冲击力,使电极丝运行不稳定,难以保证尺寸和表面精度。
3)加工路线离端面距离应大于5mm。以保证工件结构强度少受影响,不发生变形。
4)加工路线应向远离工件夹具的方向进行加工,以避免加工中因内应力释放引起工件变形。待较后再转向工件夹具处进行加工。
5)在一块毛坯上要切出两个以上零件,不应该连续一次切割出来,而应从不同穿丝孔开始加工。
6)一般情况下,较好将工件与其夹持部分分割的线段安排在切割总程序的末端。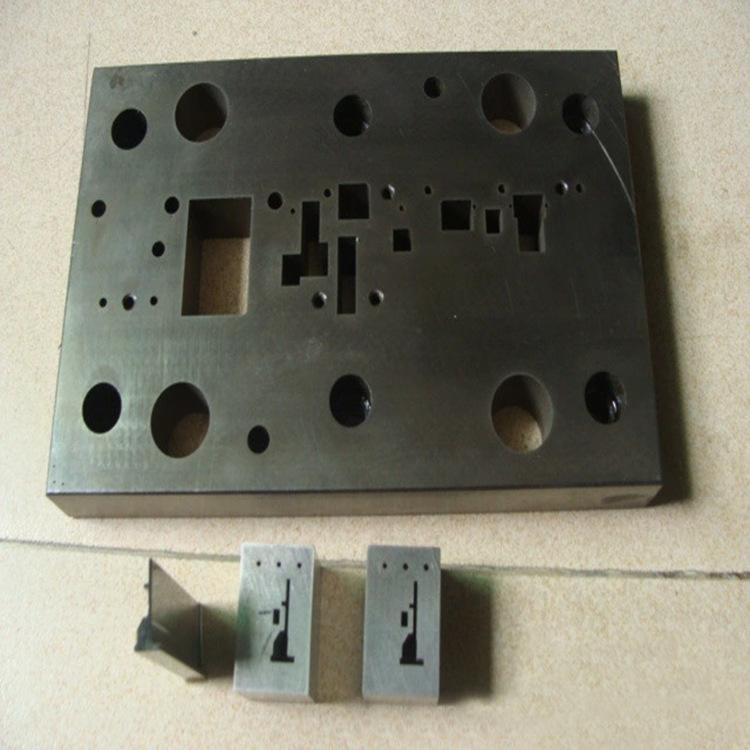
线切割加工是特种加工的一种,它不同于传统加工技术需要用机械力和机械能来切除,主要利用电能来实现对材料的加工。所以,电火花线切割技术不受材料性能的限制,可以加工任何硬度、强度、脆性的材料,在现阶段的机械加工中占有很重要的地位